8/6/2015
Driven pile production
High-quality driven piles as precast concrete elements can be efficiently produced either on a pallet circulation plant or with stationary Equipment.
Driven piles help to create load-bearing foundations in case of unfavourable ground conditions. For this, they are used as foundation supports for buildings erected on substrates with inadequate load-bearing capacity, and are rammed/driven into the ground with heavy machinery until sufficient overall load-bearing capacity is achieved.
Until the end of the 19th century, tapered wooden piles or tree trunks were used for this purpose, which were driven into the ground. Wooden piles are extremely robust and durable, but do rot if they do not permanently stand in water. Venice is the biggest example of pile foundations, where the entire town was placed on hundreds of thousands of tree trunks over the centuries. The old warehouses of the warehouse district in Hamburg also stand on wooden piles.
Today, mainly precast driven piles made of reinforced concrete or prestressed concrete with a square cross-section are used all over the world. The range of applications is very wide and reaches from simple halls, industrial and residential buildings through to wind turbines. These piles either have standard reinforcement or are prestressed. In the case of production in moulds, the reinforcement can be adapted to the different stress requirements on the head and tip as required. They have spiral reinforcement in order to absorb the loads generated by the driving process. The head of the pile is flat, the foot pointed. Driven pile production is a major issue in many countries. Weckenmann Anlagentechnik GmbH & Co. KG has also recently successfully completed projects for driven pile production with various requirements, such as the modernisation of a plant in Russia, which is described below.

TDSK Tomsk, Russia, modernises driven pile production
In 2013, the company TDSK in Tomsk, one of the largest construction companies in Russia, upgraded its production for largescale precast concrete elements to meet state-of-the-art requirements in cooperation with Weckenmann Anlagentechnik GmbH & Co. KG. Due to the positive experience, the company has now also modernised the driven pile production at the main works with the support of the Weckenmann experts.
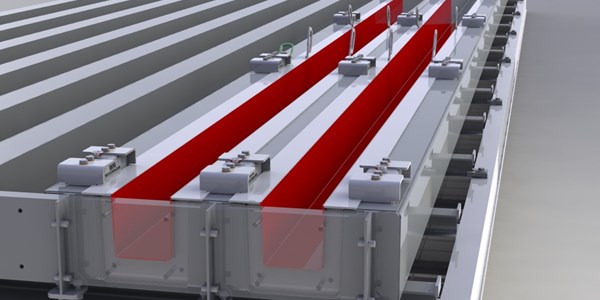
“Due to the positive experience gained during the modernisation in 2013, it was clear to us that we want to have the technical overhaul of the driven pile production done by Weckenmann”, TDSK Tomsk General Director Alexander Karlovich Shpeter explains. This project started in summer 2014; the refurbished production has been in operation since February 2015. The standard piles are between 6 and 18 m long and have a cross section of 300 x 300 mm. With the new, 72 m long driven pile mould from Weckenmann, TDSK Tomsk can now produce piles in 28 adjacent moulds in parallel in the respectively desired length - amounting to a total pile distance of more than 2 km per day.
The new equipment also includes a concrete spreader and a bucket conveyor with a concrete capacity of 2 m². The distributor hopper with its distribution auger enables the fast and simultaneous filling of seven moulds. If is equipped with a levelling strip and vibrators, which allow an even quality to be achieved on all sides of the piles. The lowerable internal vibrators help with the optimal compaction of the concrete. Weckenmann has developed a tracking control system for the bucket conveyor, by means of which the concrete - when requested by the operator - is automatically picked up at the mixing plant. The bucket conveyor and the concrete spreader intercommunicate, such that the concrete can be transferred at any time.
The Weckenmann team has also designed the new bulkhead for the typical driven pile tips. This enables the extension piles to be produced with a blunt or pointed tip. The bulkhead can be completely opened for removal, such that the finished piles can be vertically lifted out. The result: a reduced risk of accident for the employees and no risk of damaging the end products. Time is also saved by the possibility of removing 3 piles at once. Due to their smooth surfaces and cover plates, the bulkheads are also easy to clean. The moulds are additionally equipped with a hot air heater for fast hardening of the piles. The entire mould is covered with a tarpaulin to limit the heat loss. The plant is operated in one shift with only 3 employees and is designed for the production of up to 180 m³ of concrete per shift.