01/08/2019
Sise à Jakarta, l’entreprise PT. Rekagunatek Persada – une filiale de Indopora PT. Indonesia Pondasi Raya – a mis en service en 2017 un circuit de palettes à chariot transbordeur central de Weckenmann Anlagentechnik GmbH & Co. KG, pour la fabrication d’éléments de mur et de façade. Le plan directeur de l’extension de l’usine de production réaménagée prévoyait dans une étape ultérieure d’extension la construction d’une autre installation de production d’éléments de plafond précontraints.
Le choix du partenaire pour la planification et du fournisseur de l’installation tomba à nouveau sur Weckenmann Anlagentechnik GmbH & Co. KG, un des plus grands fournisseurs internationaux d’installation pour la production d’éléments préfabriqués en béton; il est représenté en Indonésie par PT Melindo Dipta, une entreprise du Groupe Melchers.
Weckenmann Anlagentechnik GmbH & Co. KG planifia avec le client l’étape suivante de l’extension avec une installation de production de planchers massifs précontraints. Un concept de production stationnaire fut ainsi créé avec au total six bancs de production, chacun d’une longueur de 120 m.
En été 2018, la deuxième phase de construction de l’usine de production pouvait être mise en service.
Cette usine abrite les éléments suivants :
six bancs de production, chacun d’une longueur de 120 m avec les dispositifs de précontrainte
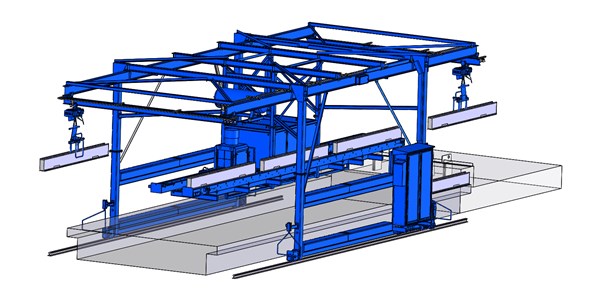
deux distributeurs de béton sur semi-portique
deux chariots magasiniers
un chariot transfert
un convoyeur à benne central
une installation de nettoyage et de pulvérisation
une scie pour les torons de précontrainte
un système de coffrage complet pour trois hauteurs de production différentes
La nouvelle installation de production de dalles offre toutes les possibilités techniques pour produire des planchers massifs précontraints d’une largeur maximum de 2.400 mm. Les bancs de production permettent de produire une surface en qualité de béton apparent. Les surfaces du coffrage présentent une planéité impeccable et sont minutieusement poncées à la machine.


Système de coffrage (de bord)
Avec une capacité de charge de 500 kg/m², les bancs de production permettent de fabriquer des éléments préfabriqués en béton d’une épaisseur maximum de 200 mm. Ces épaisseurs avaient initialement été fixées à 65 mm, 80 mm et 120 mm. Le système de coffrage de bord a été conçu en conséquence.
Les coffrages latéraux des bancs de production sont rabattables, ceci en raison de la précontrainte et pour faciliter le décoffrage des éléments. En outre, ces coffrages sont amovibles pour permettre le changement rapide des épaisseurs de production ou la réalisation des joints scellés. Un nouveau système de coffrage ergonomique et convivial a pour ce faire été développé, avec un dispositif de changement rapide pour le remplacement des coffrages latéraux par d’autres modèles en toute rapidité.
Technique éprouvée de précontrainte
La technique de précontrainte des torons comprend des butées de précontrainte intégrées aux fondations du bâtiment de part et d’autre des extrémités des bancs de production, avec des vérins hydrauliques de détente.
Le dispositif de précontrainte est conçu pour une force de précontrainte maximum de 2.000 kN. Les bobines de toron de précontrainte sont fournis dans des dévidoirs pour usinage.
Des galets de guidage permettent de fixer les torons sur une tringle de traction aménagée à cet effet sur la machine de nettoyage et d’huilage; les torons sont ensuite tirés ensemble sur toute la longueur des bancs de production et posés sur ceux-ci, pour chaque élément de plafond.
La précontrainte des torons est assurée par un vérin de mise en tension qui tend chaque toron individuellement à la force de précontrainte requise. L’écartement entre les torons de précontrainte est déterminé par la trame de perçage des panneaux à trous transversaux du dispositif de serrage, ces panneaux étant placés individuellement sur chaque extrémité d’un banc de production.
Suite au durcissement du béton, les torons de précontrainte sont desserrés hydrauliquement et de manière symétrique de chaque côté, par le biais du vérin de détente du dispositif de précontrainte.
Systèmes de coffrage
Le système de coffrage X-Uni-S fut choisi pour le coffrage de bord des éléments de plafond précontraintes ; ce système est parfaitement compatible avec les armatures transversales dépassant des éléments de différentes épaisseurs.
Les coffrages de bord longitudinaux sont fixés à l’aide de boîtiers magnétiques mis en place rapidement avec des adaptateurs et des fermetures à baïonnette.
Les coffrages de bord transversaux sont fendus pour laisser passer les torons de précontrainte et sont simplement mis en place sur ces derniers. Pour la détente des éléments, ces profilés de coffrage transversaux sont flexibles afin qu’ils puissent absorber la pression de détente. Suite au durcissement, ces coffrages latéraux sont enlevés par le biais d'une traverse spéciale au-dessus du chariot magasinier.
Deux chariots magasiniers sont prévus pour la manipulation et le stockage tampon des profilés de coffrage, ces chariots se déplacent sur des rails au sol parallèles aux bancs de production. Ils sont dotés de différents magasins.
La manipulation est assurée par une grue ad hoc au-dessus de chaque chariot magasinier afin de faciliter et accélérer les travaux de (dé)coffrage.
Distribution du béton
Le coulage des six bancs de production est pris en charge par deux distributeurs de béton sur semi-portique, chacun desservant trois bancs de production. Les bennes des distributeurs de béton se déplacent en travers au-dessus des trois bancs de production.
Elles présentent chacune une capacité de 3,0 m³ de béton ainsi que des vannes individuelles qui procèdent au dosage minutieux du béton sur une largeur de 1.200 mm, dans les bonnes quantités.


Concept variable de dosage du béton avec des dispositifs de levage
Les cuves des distributeurs peuvent être pivotées de 90° afin de permettre la fabrication - en option - d’éléments de poutres précontraints sur les bancs de production. Pour faire, le mode de décharge du distributeur de béton sur toute la surface change en un mode linéaire compatible avec les éléments de poutres. Avec une course de 1,00 m, les dispositifs de levage permettent de régler la hauteur des cuves des distributeurs, point nécessaire au vu de la structure des coffrages pour la fabrication d’éléments de poutres.
Les bancs de production permettent ainsi de fabriquer par ex. des pieux battus précontraints ou des éléments de cloisons de palplanches en forme de poutre.
Les deux distributeurs de béton prennent en charge jusqu’à 180 m³ de béton frais par équipe.
En parallèle à la mise en place du béton, la surface de ce dernier est lissée par des poutres vibrantes de talochage réglables en hauteur sur le distributeur de béton.
Le compactage se fait en même temps que la mise en place, avec des dispositifs de compactage également aménagés sur le distributeur de béton; ce sont en l’occurrence sept vibrateurs internes à haute fréquence variable qui plongent par commande hydraulique dans le béton.
La commande du distributeur de béton s’effectue entièrement par radiocommande.
Alimentation en béton via un convoyeur à benne
Le béton est continuellement alimenté depuis l’installation de mélange jusqu’aux distributeurs de béton, via un système de deux convoyeurs à benne installés au centre de l’installation.
Avec chacun une capacité de 2 m³ de béton, ces deux convoyeurs à benne font la navette entre l’installation de mélange et les distributeurs de béton. Grâce à une commande d'asservissement, chaque convoyeur à benne suit le distributeur de béton de manière que le transfert de béton puisse être effectué sans perdre de temps. L’opérateur de chaque distributeur de béton procède à la demande du béton. La commande des convoyeurs à benne procède à un échange de signaux avec l’installation de mélange. Ceci garantit la fourniture optimale de béton sur le plan de la commande temporelle.
Eu vue du relevage des éléments de plafond, les torons de précontrainte sont sectionnés mécaniquement au moyen d’une scie ad hoc. Cette scie se déplace le long des bancs de production avec une lame à rotation rapide et commande axiale, ce qui permet un processus de découpe net et rapide.
Suite à leur levage le long des bancs de production, les éléments finis sont empilés sur des semelles filantes pour être ensuite acheminés sur leur emplacement de stockage. Les piles de dalles sont prises en charge par un chariot transfert sur rails qui, grâce à son dispositif de levage, peut manoeuvrer des piles de maximum 30 t pour les acheminer jusqu’à l’entrepôt. Ce concept de transport permet de ménager les grues au sein du hall de production, car celles-ci ne doivent effet parcourir que des petites distances pour former les piles.
Résumé
Une installation présentant une capacité de production de maximum 1 400 m² de planchers massifs précontraints par équipe a été réalisée avec un astucieux concept de coffrage et une logistique de production d’avant-garde. Le concept de l'équipement mécanique permet d'étoffer la gamme de production avec des éléments de poutres.
On a ici sciemment renoncé à une automatisation complète de la production. L’accent était mis sur la haute qualité des produits combinée à une mécanisation avancée de la production.
L’ergonomie de la production et la grande sécurité de fonctionnement étaient tout aussi importantes et contribuent à la rentabilité de cet investissement dans l’installation de l’entreprise PT. Rekagunatek Persada.