01.02.2021
В 1998 году компания Weckenmann успешно реализовала проект по автоматическому позиционированию резьбовых втулок. Для проекта в Японии была внедрена система, которая в полностью автоматическом режиме устанавливала до четырех различных резьбовых втулок и фиксировала их с помощью горячего клея. Многие заводы по производству сборного железобетона придают все большее значение автоматизации процесса установки закладных деталей, магнитных блоков и/или магнитов для закладных деталей. И последнее, но не менее важное: эти системы внедряются в процессе модернизации. При модернизации опалубочного робота на заводе Bürkle в Засбахе компания Weckenmann использовала свой высокий инновационный потенциал и многолетний опыт и разработала систему логистики и позиционирования для магнитных блоков, которые применяются для установки и фиксации дверной и оконной опалубки.
При работе с магнитными блоками работник вручную перекладывает магнитные блоки с опалубочного поддона на цепной конвейер (рис. 1, № 1), который перемещает их на пост смазки (рис. 1, № 2). Магнитные блоки проходят через пост смазки поперечным ходом. Смазанные магнитные блоки передаются опалубочному роботу на другом цепном конвейере (рис. 1, № 3). Опалубочный робот размещает блоки на опалубочном поддоне (рис. 1, № 4). Магнитные блоки для ручного позиционирования можно запросить с помощью кнопки на станции ручного переключения (рис. 1, № 5).
Преимущества:
• Разгрузка процесса распалубки;
• Эргономичная работа;
• Экономия места: магнитные блоки хранятся централизованно и экономят место;
• Экономия затрат на развертывание персонала: при настройке робота работники выполняют другие задачи;
• Высокая точность позиционирования и, соответственно, идеальное положение окон и дверных проемов;
• Подающие и подводящие дорожки (цепные конвейеры) рассчитаны на 140 магнитных блоков;
• Робот может размещать на поддоне до трех магнитных блоков в минуту.




Надежный робот для установки закладных деталей с многофункциональным захватом
Эта система может быть расширена за счет дополнительных функций, например автоматического извлечения магнитных блоков с помощью робота, что позволит организовать полностью автоматическую распалубку и установку магнитных блоков. Также был представлен полностью новый многофункциональный захват со встроенным клеевым пистолетом для закладных деталей: существующий робот для опалубки, который ранее устанавливал магниты и покрывную опалубку, не был списан, а модернизирован и повторно задействован в качестве робота для установки закладных деталей. Эта отличная идея позволила внести важный вклад в экологичность предприятия и экономию средств.
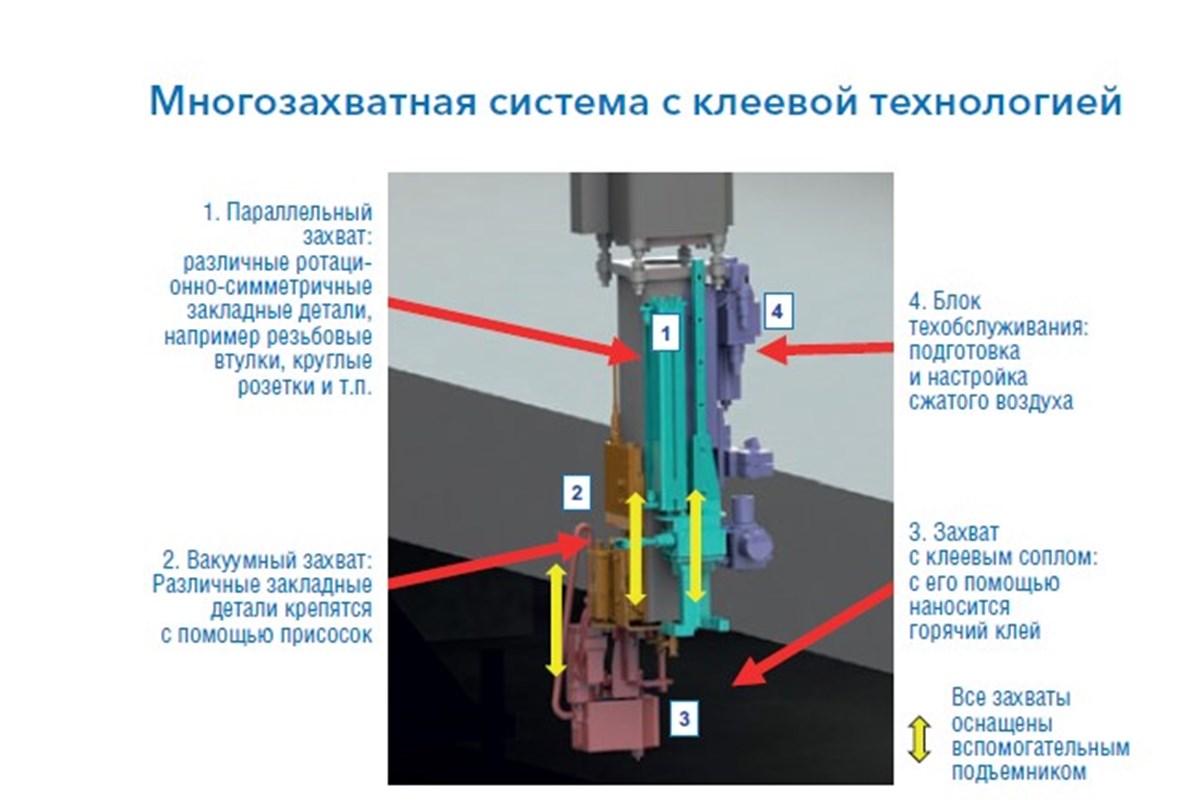
Робот сочетает в себе три функции: параллельный захват (рис. 5, № 1) может размещать различные ротационно-симметричные закладные детали, например резьбовые втулки. Вакуумный захват (рис. 5, № 2) имеет две вакуумные присоски и поэтому может захватывать розетки или другие закладные детали с прямой поверхностью. Третья функция − это клеевое сопло (рис. 5, № 3), которое наносит горячий клей на опалубочный поддон. Клей поступает из подвижного бака для гранулята.
Процесс начинается с захвата (параллельным или вакуумным захватом) закладной детали с предварительно оборудованного держателя заготовки. Все захваты оснащены отдельным вспомогательным подъемником и могут отдельно втягиваться и выдвигаться. После того как робот переместится в нужное положение по осям X и Y, захват перемещается к опалубочному поддону по оси Z. Вспомогательный механизм клеевого сопла перемещается к опалубочному поддону и помещает каплю клея в положение, указанное элементом управления. Затем захват поворачивается по оси Z и закрепляет закладную деталь на месте. Затем процесс начинается заново.
Преимущества:
• Экономия средств за счет повышения производительности;
• Возможность использования разных закладных деталей различных производителей;
• Повышение качества;
• Отказ от стационарных магнитов, что позволяет с лихвой окупить затраты на дополнительную очистку и затраты на клей;
• Контролируемый расход клея;
• Скорость до трех процессов позиционирования в минуту.
Тенденция к автоматизации на заводах ЖБИ продолжает развиваться, особенно в части распалубки, а также установки и позиционировании опалубочных профилей, закладных деталей и интегрированных магнитов. Все чаще необходимо сократить время цикла, решить проблему с нехваткой персонала и уменьшить количество трудоем- ких ручных операций. Соответственно, повышаются требования к качеству сборных железобетонных элементов. Более широкое использование закладных деталей или встроенных магнитов с помощью робота удовлетворяет этим требованиям.